При производстве и ремонте автотранспорта, а так же сельскохозяйственной техники сборочно-разборочные и моечно-очистные операции являются главным источником материальных затрат, так как до 70% деталей разобранных автомобилей и их агрегатов возможно использовать повторно. Особую сложность при ремонте автомобилей представляет разборка и качественная очистка прецизионных узлов топливной аппаратуры двигателей.
При этом около 40% неисправностей, например, дизельных двигателей, приходится на топливную аппаратуру. При этом около 80% отказов и свыше 40% затрат на устранение неисправностей такого рода связаны с распылителями форсунок — наиболее уязвимыми элементами топливной системы1.
В свою очередь, анализ элементов топливной аппаратуры бензиновых двигателей, устанавливаемых на транспортные средства малой и средней грузоподъемности показал, что наибольшая доля отказов приходится на систему питания с распределенным впрыском2.
Нарушения в работе распылителей как дизельных (электрогидравлических), так и бензиновых (электромагнитных) форсунок возникают вследствие закоксовывания на поверхностях корпуса и иглы. При этом возникает неравномерность подачи топлива по распыляющим отверстиям и изменяется характеристика впрыска что приводит к нарушению оптимального процесса смесеобразования и горения топлива в цилиндре.
Наиболее характерными загрязнениями деталей ТА, особенно распылителей форсунок, являются нагары и лаковые отложения. Такого рода загрязнения являются химически стойкими, что осложняет их удаление с помощью моющих сред и растворителей. Кроме того, форсунка представляет собой сложнофасонное устройство, не допускающее повреждений поверхности узлов, что ограничивает применение химико-механического способа очистки. При этом ультразвуковой способ очистки является высокопроизводительным и эффективным методом очистки деталей сложной конфигурации от характерного смолистого налета, имеющего примесь уплотненных, нерастворимых в бензине продуктов.
Ультразвуковая очистка реализуется комплексным физико-химическим воздействием на загрязнения моющих средств и акустических явлений (кавитация, акустические течения). При таком способе очистки доля остающихся на поверхности загрязнений не превышает 0,5%, в то время как при механической очистке до 10% отложение не удаляются.
Еще в начале 2000-х годов целый ряд исследователей в своих научных работах изучали применение малогабаритных ультразвуковых ванн вместимостью от 1,5 до 28 литров для целей обслуживания топливной аппаратуры, а так же профилактического обслуживания форсунок до рекомендуемой производителем замены. Среди них Мачалкин Ю.Н., Быстрицкая А.П., Селиверстова О.В. Независимо друг от друга они провели ряд работ на ведущих предприятиях обслуживающих технику АПК и дали технико-экономические обоснования данной технологии.
Например, Мачалкин Ю.Н. приводит следующие результаты ультразвуковой очистки распылителей дизельных форсунок на действующих предприятиях:
| Показатель | Единица измерения | Количественное значение | |
| ООО «ДТА-2000» | ООО «Сервис» | ||
| Повышение качества очистки | балл | 1...2 | 1...2 |
| Количество качественно очищенных распылителей | % | 85...95 | 85...95 |
| Сокращение продолжительности процесса ремонта распылителей | % | 15...20 | 15...20 |
| Сокращение продолжительности процесса очистки распылителей | кратность | 2,5...3,5 | 2,5...3 |
Величина экономического эффекта в ценах на 1 января 2003 года составила 38 тыс.руб., при годовой программе ремонта 40 тыс. распылителей.
Полученный экономический эффект рассчитан только за счет снижения трудоемкости технологического процесса ремонта распылителей. Кроме того, существенно повышается качество очистки, культура труда и значительно сокращается использование экологически- и пожароопасных органических растворителей.
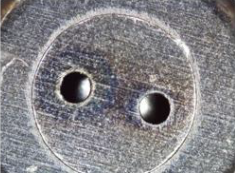
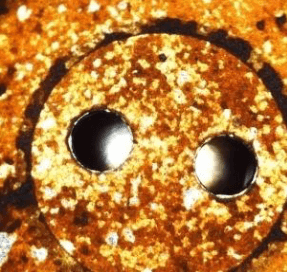
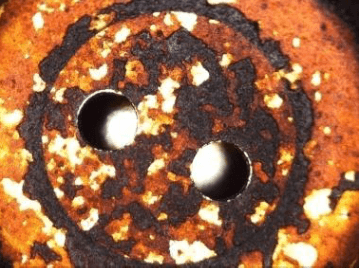
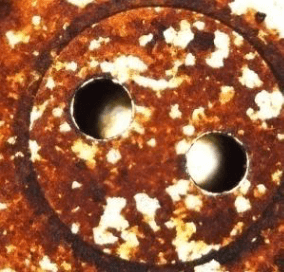
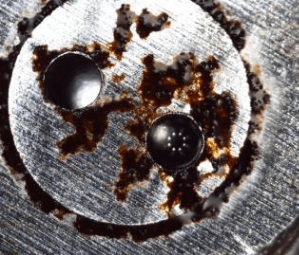
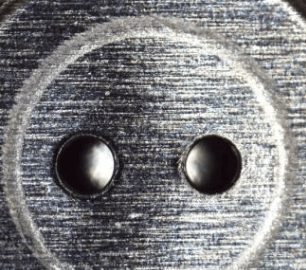
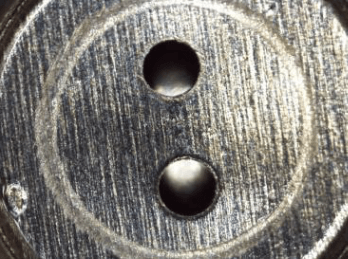
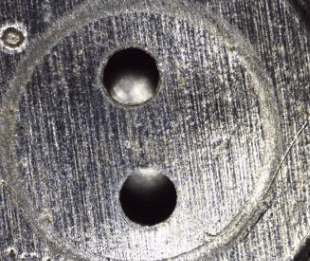
Хлопков С.В. в диссертации на соискание степени кандидата технических наук на тему «Улучшение показателей двигателей автомобилей агропромышленного комплекса ультразвуковой очистки электромагнитных форсунок» приводит следующие фотографии, выполненные с помощью электронного микроскопа.
| Фотографии сопловых отверстий новых форсунок | |||
 |
 |
 |
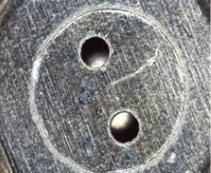 |
| Фото сопловых отверстий форсунок с пробегом 40 тыс. км до очистки в УЗВ | |||
 |
 |
 |
 |
| Фото сопловых отверстий новых форсунок с пробегом 40 тыс. км. после их очистки в УЗВ в течение 10 минут | |||
 |
 |
 |
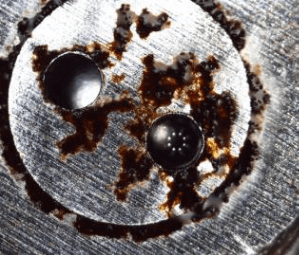 |
| Фото сопловых отверстий новых форсунок с пробегом 40 тыс. км. после их очистки в УЗВ в течение 15 минут | |||
 |
 |
 |
 |
| Фото сопловых отверстий новых форсунок с пробегом 40 тыс. км. после их очистки в УЗВ в течение 20 минут | |||
 |
 |
 |
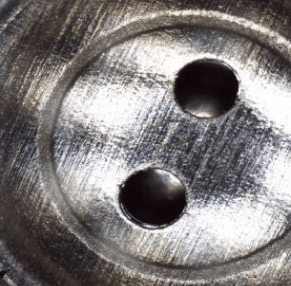 |
Из анализа фотографий видно, что оптимальным временем воздействия ультразвука можно считать 15 минут.
Однако широкое распространение ультразвука для целей промывки форсунок сдерживает ряд заблуждений, являющихся следствием неправильного применения технологии при отсутствии понимания физики процесса.
На форумах не утихают споры относительно возможных протеканий форсунок после применения УЗВ. При чем мнения разнятся кардинально. Кто-то говорит что после ультразвуковой ванны форсункки текут, кто-то напротив, утверждает что качественной отмывкой удается устранить течь.
На самом деле при более вдумчивом подходе мы поймем, что противоречий здесь нет. Бывает что сильно изношенная форсунка сохраняет герметичность только благодаря «удачно» накопившемся отложениям. В таком случае отмывка может вскрыть проблему, которая однако никак не связана непосредственно с воздействием кавитации, а только лишь с физическим износом форсунки. Это серьезный дефект, требующий замены детали. Но порой некачественная отмывка оставляет микроскопические частицы грязи между седлом колпачка и иглой. В этом случае ультразвук действительно поможет устранить течь.
Сравнительные испытания энергетических и экологических характеристик проведенные с комплектом форсунок до и после ультразвуковой очистки показали что, эксплуатационные изменения рабочих показателей ЭМФ существенно влияют на энергетические и экологические характеристики двигателя. Так, при наработке форсунок, соответствующей пробегу около 40 тыс. км., эффективная мощность после ультразвуковой очистки увеличивается на 13-19%, эффективный крутящий увеличивается на 14-16%. При этом снижается выброс токсичных компонентов с отработавшими газами – оксида углерода СО на 15-25 %, углеводородов СН на 15-30%2.
Учитывая вышесказанное мы можем рекомендовать ультразвуковую отмывку форсунок как эффективное и экономически оправданное средство обслуживания как дизельного так и бензинового автотранспорта.
Для очистки форсунок следует применять малогабаритные ванны со следующими характеристиками: частота колебаний 18...35 кГц, амплитуда колебаний — 4...6 мкм, интенсивность колебаний 2...2,5 Вт/см2, объемная плотность энергии — 40...60 Вт/л.
При этом для предотвращения повреждений керамики лучше отдавать предпочтение более щадящей частоте в 35 кГц.
Форсунки необходимо закрепить на специальный держатель и опустить в ультразвуковую ванну в подвешенном состоянии так, чтобы дозирующая часть была погружена в жидкость. После отмывки в УЗВ производят обратную промывку. Для этого извлекают из форсунок входные фильтры и помещают в установку. Если форсунки сильно загрязнены операция отмывки может быть произведена повторно.
В зависимости от годовой программы ремонта рекомендованы ультразвуковые ванны вместимостью: до 6 л — при годовой программе до 10 тыс.шт., 10 л. - 10...50 тыс.шт., свыше 10 л. - свыше 100 тыс.шт.
Специально разработанная серия ультразвуковых ванн ГРАД УН полностью отвечает вышеуказанным требованиям.
Использованная литература:
- Мачалкин Ю.Н. Исследование и обоснование технологического процесса очистки деталей дизельной топливной аппаратуры в ультразвуковом поле (на примере распылителя форсунок), Москва — 2003 г.
- Селиверстова О.В. Автоматизация технологических режимов ультразвуковой обработки при производстве и ремонте автотранспортной техники., Москва — 2009 г.
- Хлопков С.В. УЛУЧШЕНИЕ ПОКАЗАТЕЛЕЙ ДВИГАТЕЛЕЙ АВТОМОБИЛЕЙ АГРОПРОМЫШЛЕННОГО КОМПЛЕКСА УЛЬТРАЗВУКОВОЙ ОЧИСТКОЙ ЭЛЕКТРОМАГНИТНЫХ ФОРСУНОК, Москва, 2020 г.